Konizität / Entformungsschräge:
Konizität ist bei Spritzgießteilen von eintscheidender Bedeutung! Nur bei Formteilen (Elastomeren) kann auf eine Entformungskonizität verzichtet werden.
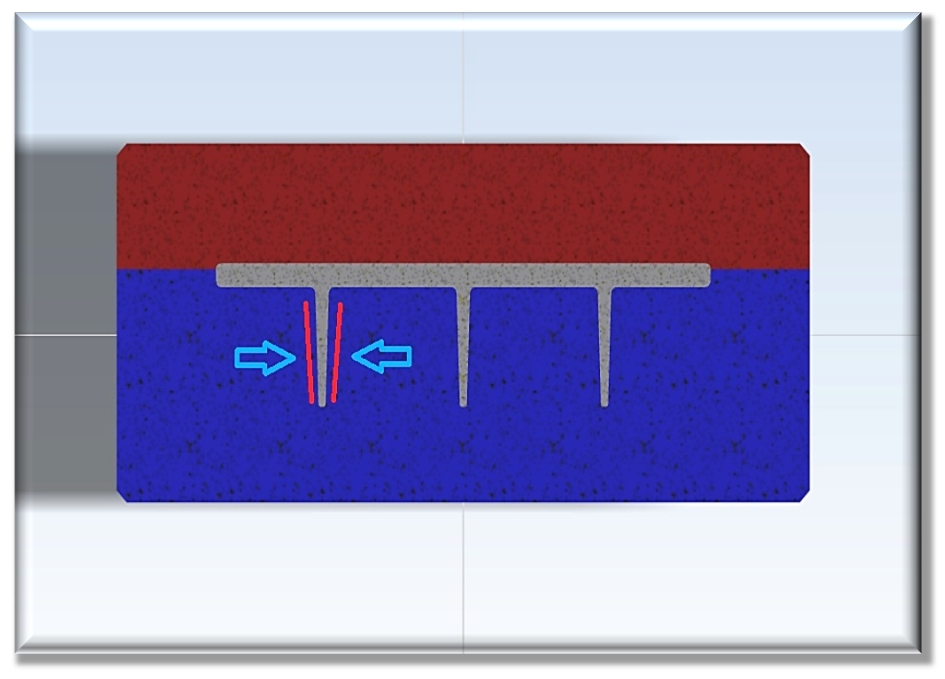
Sollten Spritzgießteile ohne Konizität ausgeführt sein, so muss ein konstruktiver Aufwand in Kauf genommen werden um notwendige Konizitäten einzubringen. Ohne Konizität sind Spritzgießteile NICHT oder nur mit Fehlern (Ziehriefen) zu entformen! Wichtig ist es, dass durch das Einbringen der Konizitäten weiterhin die Funktion gewärleistet ist!
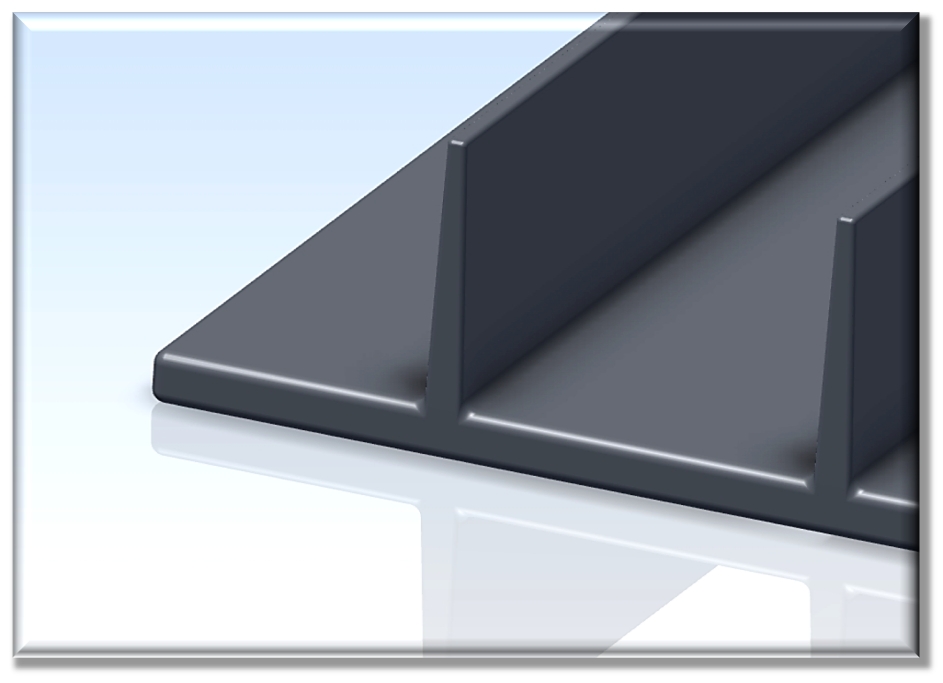
Im allgemeinen gilt je höher die Schwindung um so größer sollte die Konizität ausgelegt sein. Auch das Material spielt eine Rolle! Die Werte liegen grob zwischen 0,5° und 3° Entformungsschräge. Bei strukturierten Oberflächen ist zudem eine größere Entformungskonizität wichtig, damit die Oberflächenstruktur ohne Makel auszubringen ist. Hier ein Beispiel zur Verdeutlichung: